Impulsschrauber sind hochentwickelte Werkzeuge und bieten neben dem hohen Arbeitstempo auch die Beherrschung des Drehmoments. Impulsschrauber haben einen niedrigen Geräuschpegel, geringe Vibration, ein günstiges Gewichts-/Leistungsverhältnis, integrierte Kühlung der Impulseinheit und – besonders wichtig – sie haben kein Reaktionsmoment. Vor allem bei mittleren Drehmomenten sind die Vorteile von Impulsschraubern signifikant:
- Hohe Schraubgeschwindigkeit
- Hohe Drehmoment-Wiederholgenauigkeit
- Einhandbedienung
- Geringe Vibration
- Frei von Reaktionsmoment
- Kaum Setzverluste
Impulsschrauber werden weltweit in der industriellen Verschraubungstechnik eingesetzt. Das Werkzeug selbst ist klein, leicht und für den Einhandbetrieb geeignet. Ein weiterer Vorteil ist das rückschlagfreie Verhalten des Impulsschraubers. Gewebekrankheiten wie RSI werden gegenüber anderen Druckluftschraubern vermieden. Der Einsatz von Impulsschraubern reduziert gesundheitliche Beschwerden des Bedienungspersonals und die entsprechenden fnanziellen Risiken auf ein Minimum.
Hohe Wiederholgenauigkeit
Beim Druckluft-Impulsschrauber erfolgt die Kraftübertragung indirekt: Der Luftmotor gibt seine Kraft auf den Impulszylinder ab, wo ein spezielles Öl kurzzeitig stark komprimiert wird. Der so erzeugte Druckimpuls wirkt auf die Lamellen der Antriebsachse. Über einen Öl-Bypass mit Drehmoment-Einstellventil wird der Ölfuss von den Primär- in die Sekundärkammern gesteuert. Dadurch lässt sich die Drehmomentabgabe sehr genau justieren und man erzielt eine hohe Wiederholgenauigkeit. Da die hochfrequentigen Impulse zu schwach sind, um den Schrauber selbst in Rotation zu versetzen, entsteht so gut wie kein Reaktionsmoment. Somit können Impulsschrauber mit nur einer Hand bedient werden und es werden selbst bei hohen Drehmomenten keine Abstützungen oder Gegenhalter benötigt.
Zeit sparen - Produktivität erhöhen
Ein herausragender Vorteil der Impulsschrauber ist die kurze Schraubzeit. Diese ermöglicht es, die Geschwindigkeit des Montageprozesses zu erhöhen. Darüber hinaus erzielt man mit Impulsschraubern optimale Vorspannkraft und deutlich verringerte Setzverluste. Im Fertigungsprozess dient der Einsatz von Werkzeugen zwei vorrangigen Zielen – Kostenreduzierung und Wettbewerbsfähigkeit. Um diese zu erreichen, müssen vier Faktoren optimal ausbalanciert werden:
- Produktivität
- Ergonomie
- Zuverlässigkeit
- Qualität
Untersuchungen in Automobilfertigungen haben gezeigt, dass die Schraubprozesse 10 % der gesamten Fertigungszeit in Anspruch nehmen. Das Arbeiten mit schnelleren Werkzeugen spart Montagezeit! Um ein Drehmoment zu erzeugen, können Impulsschrauber durch Verwendung von hydraulischen Komponenten mit hohen Drehzahlen arbeiten. So kann das geforderte Drehmoment in Bruchteilen von Sekunden erreicht werden.
In der Summe seiner Eigenschaften sind die Vorteile des Impulsschraubers bei Produktivität, Ergonomie und Zuverlässigkeit unübertroffen. Besonders qualitätswirksam ist das geringe Setzverhalten beim Verschrauben, da die Schraube schon während des Einschraubvorgangs „arbeiten“ muss.
Computergesteuerte Impulsschrauber
Ein Vorurteil, das in der westlichen Automobilindustrie lange weit verbreitet war, bestand in der Ansicht, dass das Drehmoment eines Impulsschraubers mit den auf dem Markt angebotenen Drehmomentmesssystemen nicht messbar sei, da sie natürlich alle auf Drehschrauber und Winkelschrauber abgestimmt waren. Obwohl es längst überholt ist, wird dieses vormals richtige Argument auch heute noch von manchen Anwendern gegen den Einsatz von Impulsschraubern vorgebracht – vor allem bei sicherheitsrelevanten Verschraubungen. Diese Ansicht wird in der Praxis allerdings durch die von Yokota angebotenen Messgeräte sowie bei Benutzung der jüngsten Prüfsysteme des britischen Messtechnik-Spezialisten Crane nachprüfbar widerlegt.
Gelöst wurde das Problem durch den von der Firma Yokota entwickelten computergesteuerten Systemschrauber – ein System, das auf Torsion der Welle beruht und eine Gruppenzählung vornimmt. Die Yokota Systemschrauber benutzen für die Messung des Drehmoments einen Sensor im Pulswerk, der mittels Dehnmeßstreifen die Verdrehung der Welle in elektrische Signale transformiert, die dann zum Steuergerät übertragen werden. Drehmoment und Impulszahl können mit dem YETC gesteuert, kontrolliert und ausgedruckt oder zum Computer exportiert werden. Der elektronisch gesteuerte hydraulische Impulsschrauber arbeitet mit einer sehr hohen Anzahl von Impulsen. Dadurch ergeben sich weitere Vorteile:
- Ein mit einem Systemschrauber getätigter Schraubvorgang benötigt ca. 2 Sekunden und kann auch noch bei einem Anschraubmoment von 600 N·m mit einer Hand ausgeführt werden.
- Computergesteuerte Schraubsysteme bieten kurze Schraubzeiten bei geringen Kosten.
Bezeichnend für die japanische Automobilindustrie ist, dass in der Montage relativ einfache aber schnell arbeitende Werkzeuge benutzt werden. Dass die japanische Automobilindustrie in starkem Maße Impulsschrauber und Schraubsysteme von Yokota einsetzt, ist dafür der beste Beweis.
Drehwinkel nachknacken?
In der Automobilindustrie sind zahlreiche Drehmomentschlüssel im Einsatz, die dazu verwendet werden, Schraubverbindungen exakt auf das geforderte Drehmoment „nachzuknacken“. Dieser Arbeitsgang kann durch einen Systemschrauber eingespart werden. Das routinemäßige Kontrollieren der mit Systemschraubern angezogenen Schraubverbindungen wird mit Drehmoment-Meßschlüsseln stichprobenweise vorgenommen. In gleicher Weise wird dies bei der Verwendung von Drehmoment-Drehwinkelschraubern gehandhabt. Diese Vorgehensweise, Schraubverbindungen von handgehaltenen Schraubsystemen zu überprüfen, war in der Automobilindustrie allgemein übliche und anerkannte Praxis. Eine sinnvolle Beziehung zwischen der Drehmomentgenauigkeit und Festigkeit einer Verbindung kann indes nur durch Ermittlung der Streckgrenze einer Schraube hergestellt werden. Dies ist zwar technisch möglich, die Durchführung bedingt jedoch hohen Arbeitsaufwand und ist demzufolge sehr kostenintensiv. Ein weiterer Grund für den Griff zum Yokota Impulsschrauber ist daher die maximale Klemmkraft bei minimaler Lösungsgefahr.
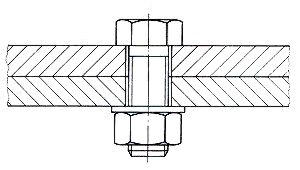
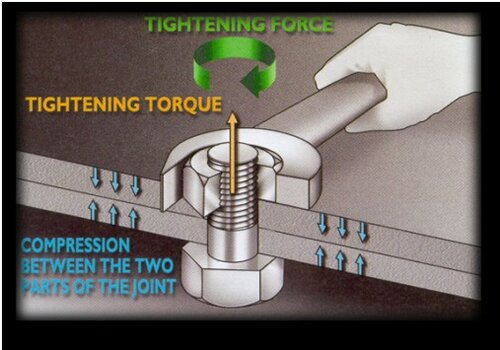
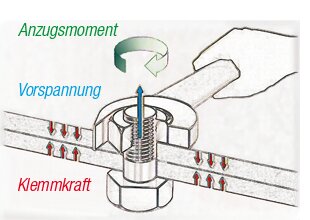
Bei Schraubverbindungen ist die Klemmung am wichtigsten – also die axiale Zugspannung im Bolzen, die den Zusammenhalt der Teile gewährleistet. Der Weg zur richtigen Klemmkraft führt über die Einstellung des Anzugsdrehmoments nach den Kennwerten der Schraube. In der Praxis zeigt sich, dass nach dem Festdrehen ziemlich hohe Setzverluste auftreten. Dies verringert die letztlich ja angestrebte Zugspannung oft erheblich. Die Erfahrung zeigt und Laborversuche bestätigen dies, dass die Setzverluste bei einer mit einem Winkelschrauber angezogenen Schraube wesentlich größer sind als nach der Verwendung eines Impulsschraubers. Grund dafür ist, dass die Schraube beim Einsatz eines Impulsschraubers beim Schrauben in einen Zustand der Vibration versetzt wird. Das Setzen findet hier größtenteils schon während des Verschraubens statt. Außerdem ist der Einsatz des Drehwinkels bei handgehaltenen Werkzeugen mit vielen Unsicherheiten behaftet.
Yokota löst das Problem des Nachziehens um einen bestimmten Drehwinkel anders. Das Nachziehen erfolgt durch einige zusätzliche Impulse nach Erreichen des eingestellten Drehmoments, den sogenannten Nachimpulsen. Es können zusätzlich zwischen einem und fünfzehn Impulse erfolgen. Neben der Vibration beim Festziehen werden Setzverluste beim Festziehen durch dieses Nachimpulsen größtenteils kompensiert. Hiermit wird eine wesentliche Forderung der Automobilindustrie erfüllt. Hinzu kommt die Möglichkeit einer hundertprozentigen Kontrolle und Dokumentation. Außerdem können optische und akustische Warnsignale getrennt oder gemeinsam in das System integriert werden und es ist möglich sogenannte Schraubengruppen zu definieren. Es können zum Beispiel zwölf Schrauben als eine Gruppe definiert werden. Wenn dann beim Anziehen eine Schraube vergessen wird, verweigert das System den Übergang zur nächsten Schraubengruppe.
Empfehlung
Nur eine 100%-ige Dokumentation aller Verschraubungen bietet die geforderte Sicherheit. Alle Drehmomentwerte müssen rückführbar sein; nur so ist gewährleistet, dass jede Schraube angezogen wurde. Dies bedeutet, dass Impulsschrauber in der Automobilindustrie gemäß nachfolgender Empfehlung eingesetzt werden sollten:
Auf diese Weise ist eine sinnvolle und zweckmäßige Relation zwischen Genauigkeit, Schraubzeit und Arbeitsbedingungen für den Bediener gewährleistet. Yokota hat sich der kontinuierlichen technischen Weiterentwicklung verschrieben, der Beobachtung der Produktionsprozesse, der Effizienzverbesserung sowie der Erhöhung von Schnelligkeit und Sicherheit – zum Vorteil und Nutzen der Automobilindustrie.






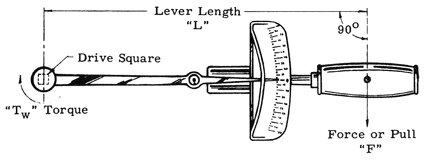
 ). Der so ermittelte Drehmomentwert wird gemäß Internationalem Einheitensystem (SI) in der Maßeinheit Newtonmeter angegeben. Die früher gebräuchliche Einheit Kilopond-Meter des alten Technischen Maßsystems ist in Deutschland seit 1978 nicht mehr erlaubt, während die imperialen Einheiten Foot-Pounds bzw. Inch-Pounds im englischsprachigen Raum traditionell verbreitet und dort weitgehend geduldet oder sogar zulässig sind.
). Der so ermittelte Drehmomentwert wird gemäß Internationalem Einheitensystem (SI) in der Maßeinheit Newtonmeter angegeben. Die früher gebräuchliche Einheit Kilopond-Meter des alten Technischen Maßsystems ist in Deutschland seit 1978 nicht mehr erlaubt, während die imperialen Einheiten Foot-Pounds bzw. Inch-Pounds im englischsprachigen Raum traditionell verbreitet und dort weitgehend geduldet oder sogar zulässig sind.